 集团公司
集团公司


产品描述
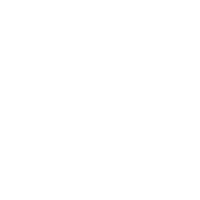
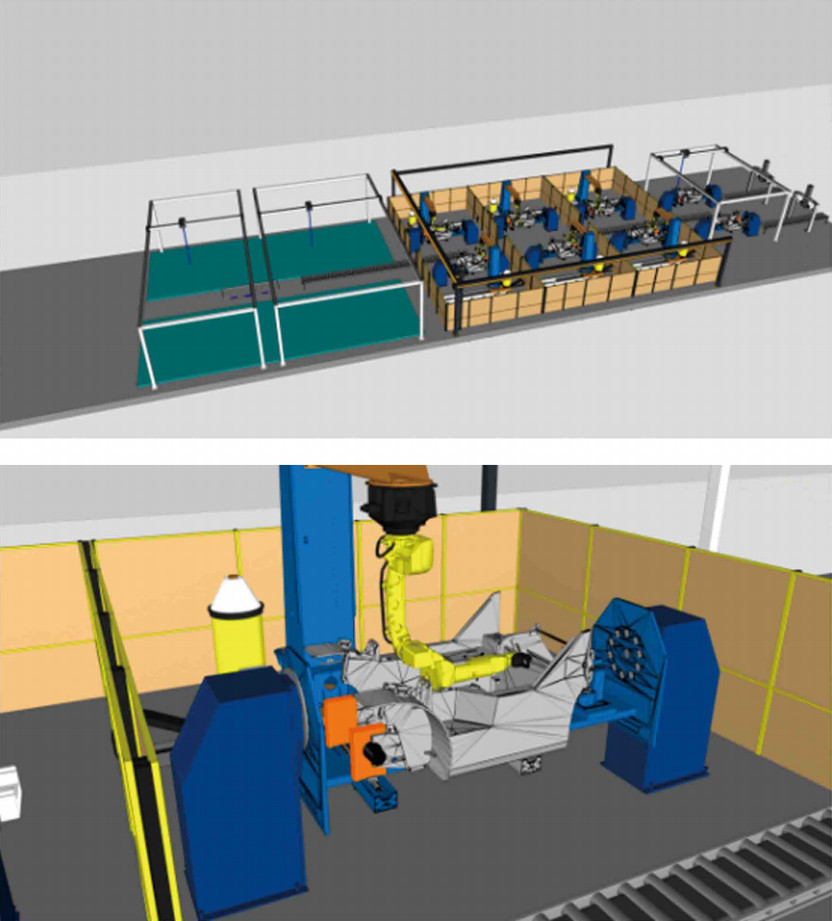
特机叉车车架油箱焊接生产线主要是生产车架油箱,产线主要包括:油箱通过式清洗工位、组对贴码工位、抓取机器人,上线工位、二次定位装置、油箱焊接工位、气密性检查工位、抓取机器人下线工位等。
左右车体焊接生产线主要是生产车架左右车体,产线主要包括:左右车体组对贴码工位、抓取机器人上线工位、二次定位装置、车体焊接工位、抓取机器人下线工位等。
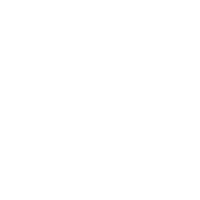
车架总成焊接生产线总体流程:人工车架组装并贴码 >人工吊装上料→自动输送并初定位→扫码→搬运机器人抓取>搬运至焊接机器人工作站进行焊接作业→搬运机械手抓取至下料区→输送到补焊工位→上下补焊变位机>自动装夹人工补焊→自动输送→自动测量及校正→缓存输送。
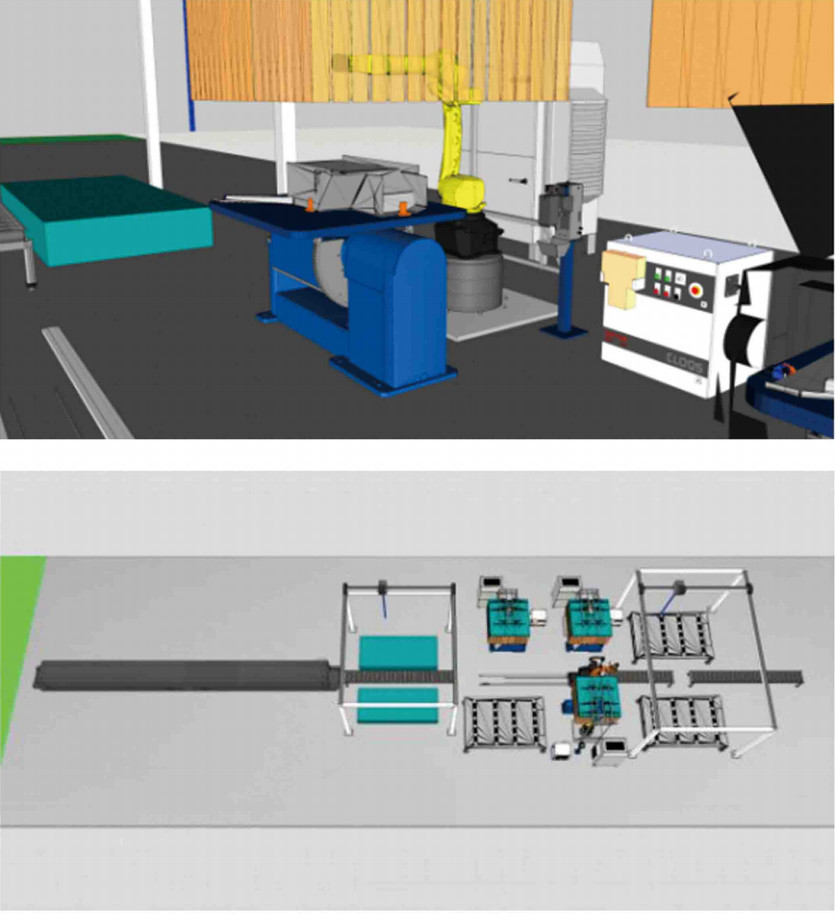
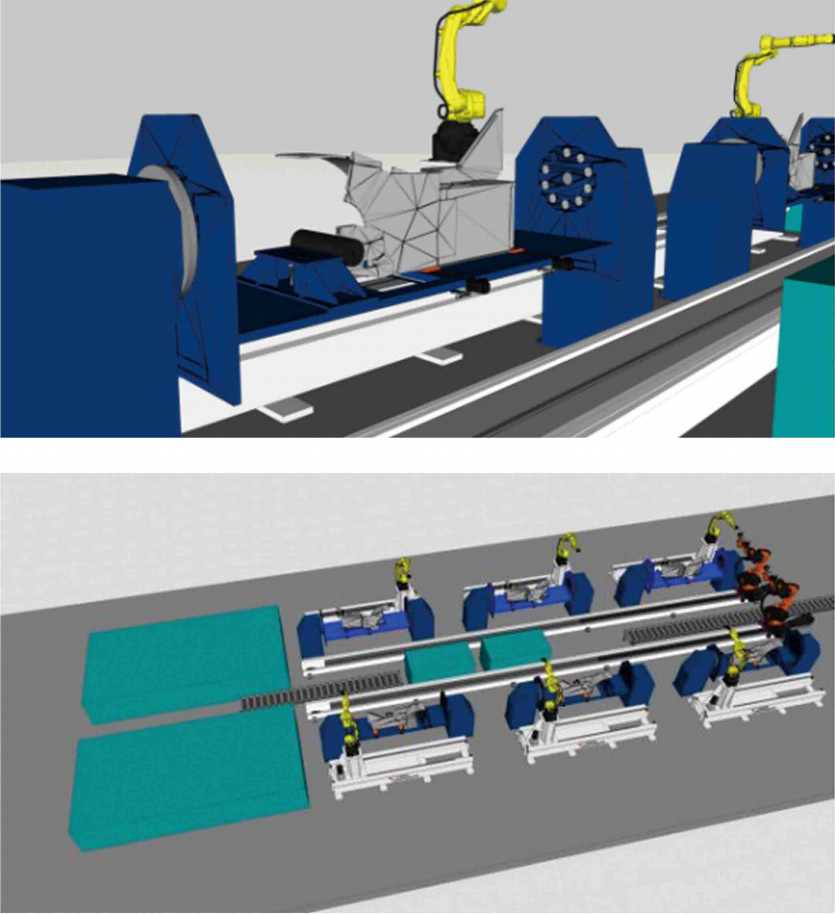
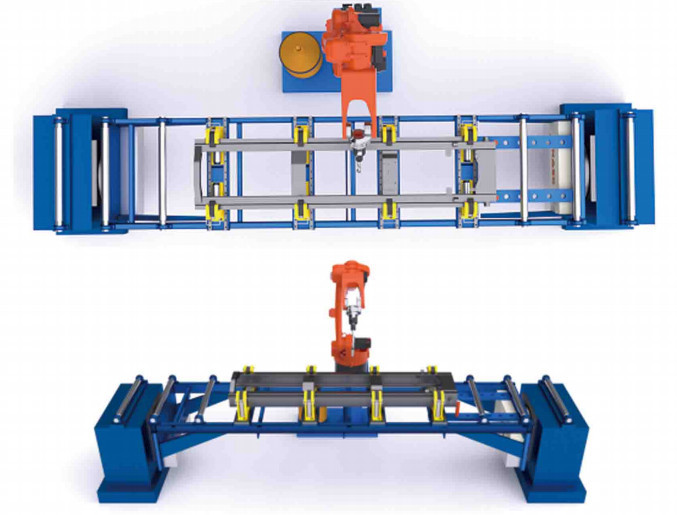
叉车门架焊接工作站采用单机单工位形式即一个焊接机器人对应- -个焊接变位机,焊接工作站对应的变位机嵌入现场线体内,变位机形式为头尾架变位机,可±180°翻转,变位机翻转由外部轴伺服电机驱动,可自由编程,可与机器人协调联动、联合进行轨迹插补。也具有自动、手动切换功能。
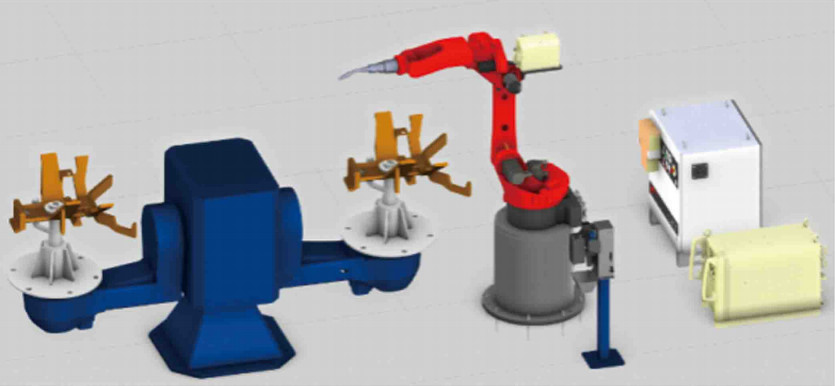
叉车尾架焊接机器人工作站为单机械手+回转台双工位变位机,两个工位通过回转平台切换,机械手在工位A进行焊接,变位机左右两侧配置防弧光辐射保护装置,确保操作工在不同工位作业时有一定保护作用。
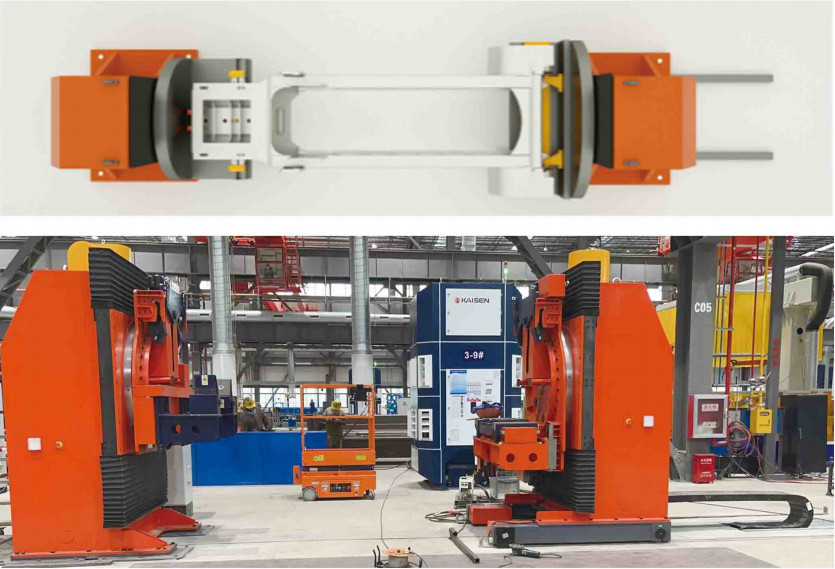
叉车车架头尾式焊接变位机主要用于主要用于人工焊接及机器人焊接后人工补焊,变位机由头尾式结构、地轨、夹具等组成,两机架可实现同步、独立升降、翻转等功能,翻转、升降全部由伺服电机驱动。
Sorry,当前栏目暂无内容!
您可以查看其他栏目或返回 首页
Sorry,The current column has no content!
You can view other columns or return Home
地址:江苏省南京市溧水区中兴西路1号
Copyright © 南京奥特自动化有限公司 All Rights Reserved
 苏公网安备32011502010584号
苏公网安备32011502010584号
关注微信公众号