

产品中心
器高炉专用焊机
AUTO SAHW-I型埋弧自动横焊机是南京奥特电气股份有限公司吸纳有关焊接新技术、新工艺,独立提升开发和生产的新一代高效立式筒体横缝单面埋弧自动焊接专机。设备采用先进的焊接工艺,提高了焊接效率,保证了焊接质量。
该设备是依靠机架骑挂在壁板上来完成环缝焊接,主要应用于储罐及高炉、塔器横向环形焊缝的焊接。
性能优良的焊接系统是焊接质量和施工进度的可靠保证,考虑到施工现场的使用环境,埋弧横焊机采用储罐自动焊专用焊接系统,它能够在各种恶劣环境下工作,有效地保证了机器运行地稳定性,提高了施工效率,体现了自动焊高效性。它还具有良好的操作性、可维护性和可靠性,不易损坏,故障率低。
1. 设备主要组成
全套设备主要由焊接行走机架、埋弧自动焊接系统、焊剂循环回收系统、操作箱、配电柜等组成。
焊接行走机架是采用方钢、钢管制成的焊接钢结构,主要由顶盖总成、伸缩体总成、底板总成、升降调整机构,及动力总成五部分组成。其中顶盖、伸缩体与底板构成焊接行走机架的主体,采用内外套管式结构,通过拆装定位销,可实现机架的伸长和缩短,从而适应不同大小的板幅,以及相应位置的焊缝,灵活实现不同板幅的焊接要求。行走装置采用模块组合式设计,通过调整其安装位置,即可方便实现正倒装两用功能。机架侧面安装有爬梯,以便操作人员上下顶部平台或添装焊剂。机架外部安装钢板,亦可在外侧覆盖安装防雨布,便于防风或减少恶劣气候所带来的影响。
动力总成由驱动马达、变速箱及变速控制器组成的驱动变速系统构成,位于机架悬臂梁两端,与悬臂梁以活动方式连接,以适应不同曲率之调整,并可在0—2200mm/min范围内正反无级调节双向行走。动力总成与该系统焊接控制系统实现联动,可预置焊接速度。焊接时通过速度调节控制器将机架行走速度调整到焊接所需要的速度,机架行走速度即为焊接速度。
焊接系统采用美国林肯原装进口焊接电源,并配套埋弧专用送丝机、集成控制系统。
埋弧焊机头通过上下、前后调节器安装于机架升降调整机构横梁,经焊接电缆及控制电缆与主控制箱(安装于机架右侧立柱)和焊接电源相连接,实现焊接电流、电压的远程控制操作,上下、前后调节器便于操作者控制焊丝位置始终处于焊道上。
随着焊接机架的行走,焊剂通过特制的托持结构,保存在焊接区域,对焊接电弧起到保护作用。
工作时,托带靠机架自身的重量紧贴板壁,焊剂从安装于机架顶盖的回收焊剂桶依重力下落至焊剂斗。在焊接过程中,埋弧焊剂斗打开,焊剂沿导管输送到安装于托轮的焊剂托带上,从而覆盖焊道,对焊接电弧起到保护作用。为减少施工中焊剂的浪费,随着焊接机架的行走,采用大功率回收机回收装置将托带上剩余的焊剂回收到焊剂桶中,以实现循环利用。回收料斗下部设立二次料斗,防止回收过程中焊剂无法连续提供,控制电源单独开启,避免影响起弧。
一、投标设备技术说明
1. 工件基本参数
单圈筒节高度:4m;
材质:欧标S355;
每圈壁厚:55mm/60mm;
储罐直径10.5米/11.5米;
2. 投标设备满足的焊接工艺要求
焊接电流范围:150-1000A;
焊接电压范围:23-46V;
焊接预热温度:Min 110℃(THK>50mm);
焊接热输入:1.0-4.0 KJ/mm;
焊接坡口:适应“V”型,“X”型,“K”型坡口焊接;
焊接位置:2G;
焊丝角度:0-30°;
焊接工艺:SAW(打底+填充盖面);
背面清根:指导现场自制临时焊剂托持工装,实现单面焊背面免除碳弧气刨清根工艺;
衬垫:可适用陶瓷衬垫免除背部清根;
电特性:DCEP直流反接,电弧稳定;
焊接质量:焊口MT/UT检测合格率≥98%
产品最顶部壁板上端安装有顶盖,南京奥特建议采用轻型横焊机来实现最上一圈横缝焊接,解决单面横焊机无法挂在罐壁板上的问题;
3. 主要技术参数
适合输入电压:380V+10%,3PH,50Hz;
适应板厚:8—80mm;
适应筒体最大板幅:4m;
适应筒体壁板的倾斜度:横向对接焊可以适应筒体壁板倾斜≤15°(外侧);
适应钢种:碳钢,低合金钢,高强钢,不锈钢等;
适应坡口:K型、V型、X型;
适应焊接位置:环缝横向对接;
适应焊丝直径:Φ2.4—Φ4.0mm(常用Φ3.2);
埋弧焊种类:单丝、多层多道成形;
配备焊剂自动回收循环装置以及方便的焊剂填加装置;
焊剂托盘上下调整装置行程:0-100mm;
焊枪调整:上下、前后均可调,行程0-100mm;
操作箱控制面板: 全中文指示,便于操作
焊接电源: 美国进口林肯电源,电源外置,额定输出电流1000A, 额定负载持续率100%,配备埋弧焊专用送丝机。电源为原装进口,交货时,提供原产地证明、国际运输保险单、清关手续证明文件等;
焊接电源放置位置:配备专用电源存放保护箱,配套焊接国内知名品牌电缆,150平不小于60m;
焊接速度0-2200mm/min;
最快行走速度3000mm/min;
操作车行走系统:适应不同的筒体曲率变化,具有较宽范围与高精度的调速能力,焊接电源与整机的联动操作;
操作车体防风雨车体具有铝合金防风雨外罩,留有10-16吨叉车叉装口;
设备为撬装设计,由叉车叉装后,搬运到所需位置,由吊机吊装到所需焊接位置,载人焊接罐体;
南京奥特在自动焊操作工考证、焊接工艺评定等方面免费提供技术支持。
4. 主要组成部分性能描述
4.1机架及行走装置
伸缩式焊接行走机架采用半封闭式结构,采用卷帘式防雨布防风、防雨,内外方钢管立柱抽节式调节机架高度;
机架采用模块式组合方式,焊接行走机架采用厚壁钢管制作的两根立柱式结构,且抽节点连接安全可靠,保证整个机架刚性和焊接行走稳定性;
两套行走轮均为主动轮,以适应本项目大板幅长机架的驱动要求;
行走系统为变频电机驱动,驱动轮进行表面高频淬火处理;
机架上有2套带压紧调整的导向轮;
机架内设焊枪上下、前后调节器,该调解器有效行程100mm,为防尘封闭式结构;
4.2 埋弧焊接系统
美国林肯DC-1000为多功能焊接电源,设计用于半自动和自动焊接,其精确控制提供优异的大范围MIG焊、药芯焊丝焊、埋弧焊。
LINCOLN DC-1000焊接电源配置及参数:
电源型号:LINCOLN DC-1000;
送丝机:埋弧专用送丝机;
输入电压:3P,380V±10%,50HZ
输出电流范围:150-1300A
输出电压范围:16-46V
额定输出:1000A,44V,100%暂载率
焊接机头包含拖轮、焊剂皮带、托轮架、十字滑块、送丝机等部件。送丝机通过上下、前后调节器安装于机架升降调整机构横梁上,经焊接电缆及控制电缆与主控制箱和焊接电源连接,实现焊接电流、电压的远程控制操作。
送丝机是自动焊专用送丝机;
送丝系统为拉丝方式,配备焊丝矫直功能;
专用焊枪在1000A焊接电流条件下,暂载率达到100%;
焊丝盘尺寸符合国内标准规格,每盘重量≯25kg;
焊枪上下、前后均可调,行程0-100mm;
焊枪能够进行角度调整,其调整范围±15°;
4.3 焊剂供给及回收系统
焊剂通过拖带托持在焊接时对电弧起到保护作用。工作时,托轮靠机架自身的重量紧贴板壁,焊剂由安装于机架顶部的焊剂回收桶通过焊剂下料管下落至焊剂斗。焊接过程中,焊剂斗打开,焊剂沿下料管输送到焊接电弧区域。通过回收装置将托带上剩余的焊剂回收到焊剂桶中,以实现循环利用。
焊剂供给系统采用钢质容器,具备防潮性能;
容量≥50L;
焊剂拖带及拖带调节系统、焊枪调节系统调整方便、实用;
焊剂吸嘴采用花键调节;
配备焊剂左、右焊剂吸嘴各一个;

4.4 操作箱
电源控制、焊接控制及电流电压设定明显、方便;
焊丝送进有微调操作系统;
具备左、右行走方向切换功能开关;
具备单独、联动焊接行走选择开关;
具备焊剂回收系统运行状况显示;
4.5 电源台架及配电柜
焊接系统采用美国林肯原装进口电源,焊接电源需要放置在焊接电源台架内。台架采用微型集装箱式结构,主要是为方便电源的吊装及防雨而专门设计的,其内部配备了给行走机架与给焊接电源供电的配电柜。
配电柜为两部分,一部分为焊接电源、设备电缆储存空间,另一部分为设备配电柜,内含空开、漏电保护等;
配电柜采用钢板制成,具有防雨功能,适用于在长途运输要求;
配电柜配有剩余电流动作断路器,当人身触电或电网泄漏电流超过规定值时,剩余电流动作断路器能够在极短的时间内迅速切断故障电源,保护人身及用电设备的安全。
5. 环缝焊接工艺说明
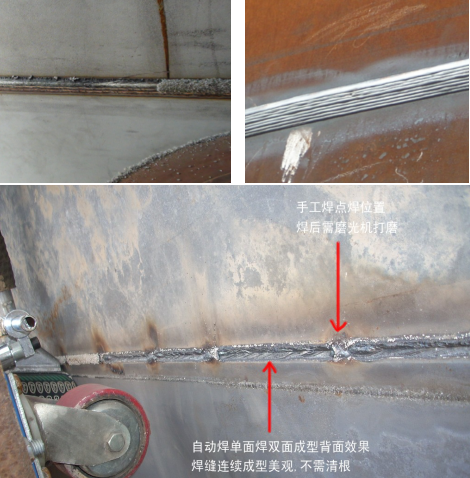
通过现场自制临时焊剂托持工装,可在单面焊接的同时进行背面的焊剂保护,实现单面焊双面成型,免除反面气刨清根。
南京奥特可以在自动焊操作工考证、焊接工艺评定等方面提供技术支持。
一、设备零备件、工具以及质保期备件
1. 随机备件(单台设备)
2. 工具清单(单台设备)
3. 两年质保期备件(单台设备)
三、随机资料
1. 每台设备均提供以下技术资料:
设备使用说明书或操作维护手册;
相关的设备结构图纸,电气控制图纸;
装箱单,备品备件清单;
易损件清单及其生产厂家明细表;
焊接电源(焊机)的使用说明书;
出厂检测报告、质量或合格证书;
培训资料等。
2. 所有文件资料共提供4套纸版(封装)、4套电子版(word、excel、pdf、cad等格式,光盘刻录或U盘)。
3.所有部件、备件、附件等保证供应10年;在设备更新换代或停止生产时必须提前3个月通知买方,并应无条件地将停产的部件、备件加工图纸资料转交购货方。
器高炉专用焊机
AUTO SAHW-I型埋弧自动横焊机是南京奥特电气股份有限公司吸纳有关焊接新技术、新工艺,独立提升开发和生产的新一代高效立式筒体横缝单面埋弧自动焊接专机。设备采用先进的焊接工艺,提高了焊接效率,保证了焊接质量。
该设备是依靠机架骑挂在壁板上来完成环缝焊接,主要应用于储罐及高炉、塔器横向环形焊缝的焊接。
性能优良的焊接系统是焊接质量和施工进度的可靠保证,考虑到施工现场的使用环境,埋弧横焊机采用储罐自动焊专用焊接系统,它能够在各种恶劣环境下工作,有效地保证了机器运行地稳定性,提高了施工效率,体现了自动焊高效性。它还具有良好的操作性、可维护性和可靠性,不易损坏,故障率低。
1. 设备主要组成
全套设备主要由焊接行走机架、埋弧自动焊接系统、焊剂循环回收系统、操作箱、配电柜等组成。
焊接行走机架是采用方钢、钢管制成的焊接钢结构,主要由顶盖总成、伸缩体总成、底板总成、升降调整机构,及动力总成五部分组成。其中顶盖、伸缩体与底板构成焊接行走机架的主体,采用内外套管式结构,通过拆装定位销,可实现机架的伸长和缩短,从而适应不同大小的板幅,以及相应位置的焊缝,灵活实现不同板幅的焊接要求。行走装置采用模块组合式设计,通过调整其安装位置,即可方便实现正倒装两用功能。机架侧面安装有爬梯,以便操作人员上下顶部平台或添装焊剂。机架外部安装钢板,亦可在外侧覆盖安装防雨布,便于防风或减少恶劣气候所带来的影响。
动力总成由驱动马达、变速箱及变速控制器组成的驱动变速系统构成,位于机架悬臂梁两端,与悬臂梁以活动方式连接,以适应不同曲率之调整,并可在0—2200mm/min范围内正反无级调节双向行走。动力总成与该系统焊接控制系统实现联动,可预置焊接速度。焊接时通过速度调节控制器将机架行走速度调整到焊接所需要的速度,机架行走速度即为焊接速度。
焊接系统采用美国林肯原装进口焊接电源,并配套埋弧专用送丝机、集成控制系统。
埋弧焊机头通过上下、前后调节器安装于机架升降调整机构横梁,经焊接电缆及控制电缆与主控制箱(安装于机架右侧立柱)和焊接电源相连接,实现焊接电流、电压的远程控制操作,上下、前后调节器便于操作者控制焊丝位置始终处于焊道上。
随着焊接机架的行走,焊剂通过特制的托持结构,保存在焊接区域,对焊接电弧起到保护作用。
工作时,托带靠机架自身的重量紧贴板壁,焊剂从安装于机架顶盖的回收焊剂桶依重力下落至焊剂斗。在焊接过程中,埋弧焊剂斗打开,焊剂沿导管输送到安装于托轮的焊剂托带上,从而覆盖焊道,对焊接电弧起到保护作用。为减少施工中焊剂的浪费,随着焊接机架的行走,采用大功率回收机回收装置将托带上剩余的焊剂回收到焊剂桶中,以实现循环利用。回收料斗下部设立二次料斗,防止回收过程中焊剂无法连续提供,控制电源单独开启,避免影响起弧。
一、投标设备技术说明
1. 工件基本参数
单圈筒节高度:4m;
材质:欧标S355;
每圈壁厚:55mm/60mm;
储罐直径10.5米/11.5米;
2. 投标设备满足的焊接工艺要求
焊接电流范围:150-1000A;
焊接电压范围:23-46V;
焊接预热温度:Min 110℃(THK>50mm);
焊接热输入:1.0-4.0 KJ/mm;
焊接坡口:适应“V”型,“X”型,“K”型坡口焊接;
焊接位置:2G;
焊丝角度:0-30°;
焊接工艺:SAW(打底+填充盖面);
背面清根:指导现场自制临时焊剂托持工装,实现单面焊背面免除碳弧气刨清根工艺;
衬垫:可适用陶瓷衬垫免除背部清根;
电特性:DCEP直流反接,电弧稳定;
焊接质量:焊口MT/UT检测合格率≥98%
产品最顶部壁板上端安装有顶盖,南京奥特建议采用轻型横焊机来实现最上一圈横缝焊接,解决单面横焊机无法挂在罐壁板上的问题;
3. 主要技术参数
适合输入电压:380V+10%,3PH,50Hz;
适应板厚:8—80mm;
适应筒体最大板幅:4m;
适应筒体壁板的倾斜度:横向对接焊可以适应筒体壁板倾斜≤15°(外侧);
适应钢种:碳钢,低合金钢,高强钢,不锈钢等;
适应坡口:K型、V型、X型;
适应焊接位置:环缝横向对接;
适应焊丝直径:Φ2.4—Φ4.0mm(常用Φ3.2);
埋弧焊种类:单丝、多层多道成形;
配备焊剂自动回收循环装置以及方便的焊剂填加装置;
焊剂托盘上下调整装置行程:0-100mm;
焊枪调整:上下、前后均可调,行程0-100mm;
操作箱控制面板: 全中文指示,便于操作
焊接电源: 美国进口林肯电源,电源外置,额定输出电流1000A, 额定负载持续率100%,配备埋弧焊专用送丝机。电源为原装进口,交货时,提供原产地证明、国际运输保险单、清关手续证明文件等;
焊接电源放置位置:配备专用电源存放保护箱,配套焊接国内知名品牌电缆,150平不小于60m;
焊接速度0-2200mm/min;
最快行走速度3000mm/min;
操作车行走系统:适应不同的筒体曲率变化,具有较宽范围与高精度的调速能力,焊接电源与整机的联动操作;
操作车体防风雨车体具有铝合金防风雨外罩,留有10-16吨叉车叉装口;
设备为撬装设计,由叉车叉装后,搬运到所需位置,由吊机吊装到所需焊接位置,载人焊接罐体;
南京奥特在自动焊操作工考证、焊接工艺评定等方面免费提供技术支持。
4. 主要组成部分性能描述
4.1机架及行走装置
伸缩式焊接行走机架采用半封闭式结构,采用卷帘式防雨布防风、防雨,内外方钢管立柱抽节式调节机架高度;
机架采用模块式组合方式,焊接行走机架采用厚壁钢管制作的两根立柱式结构,且抽节点连接安全可靠,保证整个机架刚性和焊接行走稳定性;
两套行走轮均为主动轮,以适应本项目大板幅长机架的驱动要求;
行走系统为变频电机驱动,驱动轮进行表面高频淬火处理;
机架上有2套带压紧调整的导向轮;
机架内设焊枪上下、前后调节器,该调解器有效行程100mm,为防尘封闭式结构;
4.2 埋弧焊接系统
美国林肯DC-1000为多功能焊接电源,设计用于半自动和自动焊接,其精确控制提供优异的大范围MIG焊、药芯焊丝焊、埋弧焊。
LINCOLN DC-1000焊接电源配置及参数:
电源型号:LINCOLN DC-1000;
送丝机:埋弧专用送丝机;
输入电压:3P,380V±10%,50HZ
输出电流范围:150-1300A
输出电压范围:16-46V
额定输出:1000A,44V,100%暂载率
焊接机头包含拖轮、焊剂皮带、托轮架、十字滑块、送丝机等部件。送丝机通过上下、前后调节器安装于机架升降调整机构横梁上,经焊接电缆及控制电缆与主控制箱和焊接电源连接,实现焊接电流、电压的远程控制操作。
送丝机是自动焊专用送丝机;
送丝系统为拉丝方式,配备焊丝矫直功能;
专用焊枪在1000A焊接电流条件下,暂载率达到100%;
焊丝盘尺寸符合国内标准规格,每盘重量≯25kg;
焊枪上下、前后均可调,行程0-100mm;
焊枪能够进行角度调整,其调整范围±15°;
4.3 焊剂供给及回收系统
焊剂通过拖带托持在焊接时对电弧起到保护作用。工作时,托轮靠机架自身的重量紧贴板壁,焊剂由安装于机架顶部的焊剂回收桶通过焊剂下料管下落至焊剂斗。焊接过程中,焊剂斗打开,焊剂沿下料管输送到焊接电弧区域。通过回收装置将托带上剩余的焊剂回收到焊剂桶中,以实现循环利用。
焊剂供给系统采用钢质容器,具备防潮性能;
容量≥50L;
焊剂拖带及拖带调节系统、焊枪调节系统调整方便、实用;
焊剂吸嘴采用花键调节;
配备焊剂左、右焊剂吸嘴各一个;
4.4 操作箱
电源控制、焊接控制及电流电压设定明显、方便;
焊丝送进有微调操作系统;
具备左、右行走方向切换功能开关;
具备单独、联动焊接行走选择开关;
具备焊剂回收系统运行状况显示;
4.5 电源台架及配电柜
焊接系统采用美国林肯原装进口电源,焊接电源需要放置在焊接电源台架内。台架采用微型集装箱式结构,主要是为方便电源的吊装及防雨而专门设计的,其内部配备了给行走机架与给焊接电源供电的配电柜。
配电柜为两部分,一部分为焊接电源、设备电缆储存空间,另一部分为设备配电柜,内含空开、漏电保护等;
配电柜采用钢板制成,具有防雨功能,适用于在长途运输要求;
配电柜配有剩余电流动作断路器,当人身触电或电网泄漏电流超过规定值时,剩余电流动作断路器能够在极短的时间内迅速切断故障电源,保护人身及用电设备的安全。
5. 环缝焊接工艺说明
通过现场自制临时焊剂托持工装,可在单面焊接的同时进行背面的焊剂保护,实现单面焊双面成型,免除反面气刨清根。
南京奥特可以在自动焊操作工考证、焊接工艺评定等方面提供技术支持。
一、设备零备件、工具以及质保期备件
1. 随机备件(单台设备)
2. 工具清单(单台设备)
3. 两年质保期备件(单台设备)
三、随机资料
1. 每台设备均提供以下技术资料:
设备使用说明书或操作维护手册;
相关的设备结构图纸,电气控制图纸;
装箱单,备品备件清单;
易损件清单及其生产厂家明细表;
焊接电源(焊机)的使用说明书;
出厂检测报告、质量或合格证书;
培训资料等。
2. 所有文件资料共提供4套纸版(封装)、4套电子版(word、excel、pdf、cad等格式,光盘刻录或U盘)。
3.所有部件、备件、附件等保证供应10年;在设备更新换代或停止生产时必须提前3个月通知买方,并应无条件地将停产的部件、备件加工图纸资料转交购货方。














